The P/M process is basically a three-step technology that is feasible for both high-volume and low-volume production, making it the right choice for a wide variety of industries and components.
Step One: Mixing
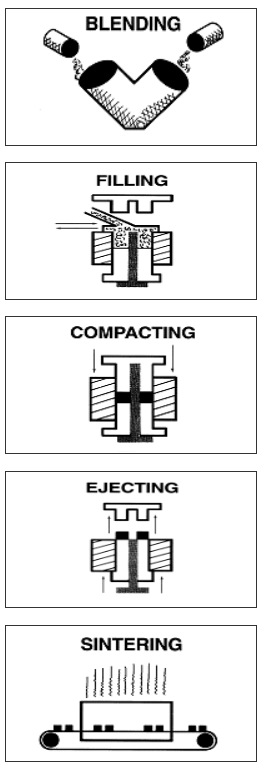
In this first stage, the base metal is fed into a large blender and mixed with a small amount of die lubricant and the desired alloying agents. The result is a completely homogeneous material ready for compacting.
Step Two: Compacting
On a simple part, compacting takes place in three basic movements. First, blended metal powder is gravity-fed via an automatic shuttle into the die which has been mounted in a press.
The upper punch then enters the die and compacts the material against the lower punch at room temperature and pressures generally ranging from 20 to 60 tons per square inch.
Finally, the upper punch retracts out of the top of the die and the lower punch moves upward to eject the “green” pressed part.
The pressing cycle may be somewhat more complex depending on the number of different levels and complexity in the part. These pre-sintered green parts are relatively fragile, but are strong enough to be handled and transported to the sintering furnaces.
Step Three: Sintering
Generally, the pressed parts are placed on a continuous loop belt furnace and slowly moved through the sintering chamber. Temperature and speed of the sintering depends on the material being sintered, though most iron-based materials remain in a 2,000 degree Farenheit to 2,100 degree protective atmosphere hot zone for about 30 minutes.
Sintering brings the part to a temperature well below its melting point but hot enough to cause the chemical bonding of the metal particles.
The parts are then allowed to cool gradually and are frequently ready for shipping at this point. However, some secondary processes may be necessary to finish the part and bring it to within the customer’s specifications.
Secondary Operations
P/M parts may be repressed, impregnated, machined, tumbled, plated, or heat treated following sintering if special properties are required. Repressing effects densification and dimensional control; impregnation makes bearings self-lubricating or may be used to improve machinability, to seal parts gas or liquid tight, or prepare the surface for plating.
Infiltration is used to improve the strength of ferrous structural parts, and heat treating can improve strength and hardness and make the surface wear-resistant.
Machining is done to install set or assembly screws, to form undercuts not possible with punch and die tooling, or to attain exact tolerances.
Finishing accomplishes a range of tasks, from removing sharp edges through deburring to burnishing for size control or welding to make assemblies from two or more parts. Finishing can also include plating for corrosion resistance and to improve surfaces, or shot peening to improve surface fatigue life.